
SDC315 बैंड ने ऑपरेशन मैनुअल देखा
विशेष विवरण
मशीन चलाने से पहले, किसी को भी इस विवरण को ध्यान से पढ़ना चाहिए और उपकरण और ऑपरेटर की सुरक्षा के साथ-साथ दूसरों की सुरक्षा सुनिश्चित करने के लिए इसे अच्छी तरह से रखना चाहिए।
2.1 इस मशीन का उपयोग पीई, पीपी और पीवीडीएफ से बने पाइपों को काटने के लिए किया जाता है और इसका उपयोग बिना विवरण वाली सामग्री को काटने के लिए नहीं किया जा सकता है; अन्यथा मशीन क्षतिग्रस्त हो सकती है या दुर्घटना हो सकती है।
2.2 मशीन का उपयोग ऐसे स्थान पर न करें जहां विस्फोट का खतरा हो
2.3 मशीन का संचालन जिम्मेदार, योग्य और प्रशिक्षित कर्मियों द्वारा किया जाना चाहिए।
2.4 मशीन को सूखे क्षेत्र में संचालित किया जाना चाहिए। जब इसका उपयोग बारिश या गीली जमीन पर किया जाए तो सुरक्षात्मक उपाय अपनाए जाने चाहिए।
2.5 इनपुट पावर 380V±10%, 50 हर्ट्ज के भीतर है। यदि विस्तारित इनपुट लाइन का उपयोग किया जाता है, तो लाइन में पर्याप्त लीड सेक्शन होना चाहिए।
2.6 पहली बार उपयोग करने से पहले टैंक में हाइड्रोलिक तेल (एन46 आईएसओ3448) भरें। तेल की मात्रा टैंक की लगभग 2/3 होनी चाहिए।
सुरक्षा
निम्नलिखित निशान हैंचिपका हुआमशीन को.
| सावधानी, ख़तरा! कृपया काम करते समय या इस चिह्न वाले क्षेत्र के निकट सावधान रहें! |  |
| ख़तरा, बिजली का झटका! इस चिन्ह वाले हिस्सों में बिजली रिसाव का खतरा हो सकता है। यहां काम करते समय सावधान रहें। |  |
| सावधानी, हाथ में चोट |  |
3.2. सुरक्षा के लिए सावधानियां
मशीन का संचालन करते समय निर्देश और सुरक्षा नियमों का सावधानीपूर्वक पालन किया जाना चाहिए।
3.2.1 ऑपरेटर को प्रशिक्षित एवं कुशल कार्मिक होना चाहिए।
3.2.2 मशीन की सुरक्षा और विश्वसनीयता के लिए प्रति वर्ष मशीन का पूरी तरह से निरीक्षण और रखरखाव करें।
3.2.3 पावर: बिजली वितरण बॉक्स में प्रासंगिक बिजली सुरक्षा मानक के साथ ग्राउंड फॉल्ट इंटरप्टर होना चाहिए।
ग्राउंडिंग: पूरी साइट पर एक ही ग्राउंड वायर होना चाहिए और ग्राउंड कनेक्शन सिस्टम का काम पेशेवर लोगों द्वारा पूरा और परीक्षण किया जाना चाहिए।
3.2.4 मशीन का भंडारण:
न्यूनतम खतरों के लिए सभी उपकरणों को निम्नानुसार संचालित किया जाना चाहिए:
※ इलेक्ट्रोफोरस भागों को न छुएं
※ डिस्कनेक्ट करने के लिए केबल को खींचने से मना करें
※ केबलों पर भारी या नुकीली वस्तु न रखें, और केबल के तापमान को सीमित तापमान (70℃) के भीतर नियंत्रित करें
※ गीले वातावरण में काम न करें। जांचें कि नाली और जूते सूखे हैं या नहीं।
※ मशीन पर छींटे न डालें
3.2.5 मशीन की इन्सुलेशन स्थिति की समय-समय पर जांच करें
※ केबलों के इन्सुलेशन की जाँच करें, विशेष रूप से बाहर निकले हुए बिंदुओं की
※ अत्यधिक स्थिति में मशीन का संचालन न करें।
※ जांचें कि ग्राउंड फॉल्ट इंटरप्टर कम से कम प्रति माह अच्छी तरह से काम करता है या नहीं।
※ योग्य कर्मियों द्वारा मशीन की अर्थिंग की जाँच करें
3.2.6 मशीन को सावधानीपूर्वक साफ करें
इन्सुलेशन को आसानी से नुकसान पहुंचाने वाली सामग्री (जैसे गैस, अपघर्षक और अन्य सॉल्वैंट्स) का उपयोग न करें
※कार्य समाप्त करते समय बिजली काट दी जानी चाहिए।
यदि उपरोक्त बातों का पालन किया जाए तो सावधानी अच्छी तरह से काम कर सकती है।
3.2.7आपातकालीन रोक
कोई भी अप्रत्याशित स्थिति उत्पन्न होने पर, कृपया मशीन को रोकने के लिए तुरंत "आपातकालीन स्टॉप" दबाएँ। समस्याओं का समाधान करने के बाद मशीन को दोबारा शुरू करने के लिए आपातकालीन स्टॉप को दक्षिणावर्त घुमाएँ।
3.2.8 भागों की जकड़न:जांचें कि क्या पाइप सही ढंग से और कसकर लगाए गए हैं। सुनिश्चित करें कि यह चोट ऑपरेटर तक नीचे न खिसक सके
3.2.9 कार्मिककाम करते समय सुरक्षा
गहने और अंगूठियां हटा दें, और ढीले-ढाले कपड़े न पहनें, जूते के फीते, लंबी मूंछें या लंबे बाल पहनने से बचें जो मशीन में फंसे हो सकते हैं।
3.2.10साइट को साफ़ सुथरा रखेंy
भीड़-भाड़ वाली, गंदी और कीचड़ भरी साइट काम करने के लिए अनुकूल नहीं है, इसलिए साइट को साफ सुथरा रखना महत्वपूर्ण है।
3.2.11 अप्रशिक्षित व्यक्ति को कभी भी मशीन चलाने की अनुमति नहीं दी जानी चाहिए।
3.3 संभावित खतरे
3.3.1 बैंड आरा
यह मशीन केवल पेशेवर व्यक्ति या प्रशिक्षित कर्मियों द्वारा ही संचालित की जाती है, अन्यथा अवांछित दुर्घटना हो सकती है।
3.3.2 सॉ ब्लेड
चलती आरा ब्लेड को कभी न छुएं, नहीं तो चोट लग सकती है
3.3.3 काटना
काटने से पहले, पाइपों के बाहर की रेत या परिवहन करते समय पाइपों में फंसे अन्य मलबे को साफ करें। इससे आरा ब्लेड की अवांछित क्षति या अन्य दुर्घटनाओं से बचा जा सकता है
लागू रेंज और तकनीकी पैरामीटर
| प्रकार | एसडीसी-315 |
| काटने के लिए सामग्री | पीई,पीपी, पीवीडीएफ |
| अधिकतम. काटने की क्षमता | 315 मिमी |
| काटने का कोण | 0°~67.5° |
| कोण की अशुद्धि | ≤1° |
| आरा ब्लेड की रेखा वेग | 230 मीटर/मिनट |
| पर्यावरण का तापमान | -5~45℃ |
| बिजली की आपूर्ति | ~380 वी±10 % |
| आवृत्ति | 50 हर्ट्ज |
| कुल धारा | 5A |
| कुल शक्ति | 3.7 किलोवाट |
| मोटर चलाना | 2.2 किलोवाट |
| हाइड्रोलिक यूनिट मोटर | 1.5 किलोवाट |
| इन्सुलेशन प्रतिरोध | >1MΩ |
| अधिकतम. हाइड्रोलिक दबाव | 6 एमपीए |
| कुल वजन (किलो) | 1100 |
विवरण
बैंड आरी का उपयोग कोहनी, टी और क्रॉस बनाते समय निर्धारित कोण के अनुसार पीई पाइपों को काटने के लिए किया जा सकता है, ताकि मशीन में उच्च कार्य कुशलता और सामग्री की उपयोग दर की विशेषताएं हों।
5.1 भागों का विवरण

| 1. चेतावनी उपकरण | 2. तनाव चक्र | 3.कोण पैमाना | 4. नियंत्रण बॉक्स |
| 5. लेवल समायोजक | 6. 67.5° सीट | 7. डिवाइस ठीक करें | 8.आरा बॉक्स |
5.2 ऑपरेशन पैनल
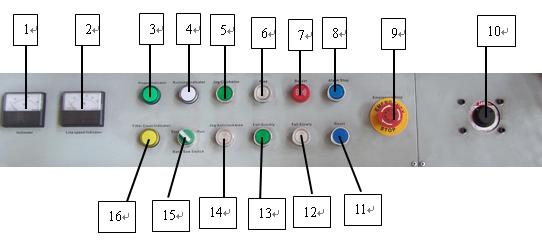
| 1. वोल्टमीटर | 2. लाइन स्पीड संकेतक | 3. शक्ति सूचक | 4. रनिंग इंडिकेटर |
| 5. दक्षिणावर्त जॉगिंग करें | 6. उदय | 7. बजर | 8. अलार्म बंद करो |
| 9. आपातकालीन रोक | 10. फ़ीड गति समायोजक | 11. रीसेट करें | 12. धीरे-धीरे गिरना |
| 13. जल्दी गिरना | 14. वामावर्त जॉगिंग करें | 15. बैंड सॉ स्विच | 16. तेल पंप कार्य सूचक |
इंस्टालेशन
6.1 उठाना और स्थापित करना
6.1.1 यदि स्थापना के दौरान फोर्कलिफ्ट का उपयोग किया जाता है, तो तेल नली या सर्किट को नुकसान पहुंचाने से बचने के लिए मशीन के नीचे से सावधानी से कांटा डालें।
6.1.2 मशीन को रखते समय लेवल एडजस्टर को समायोजित करके मशीन को स्थिर और समतल रखा जाना चाहिए
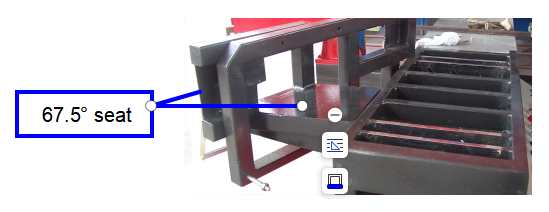
6.1.3 यह मानक मशीन 0~67.5° का कोण काट सकती है, यदि 45° के भीतर कोण की आवश्यकता है, तो काम करने से पहले 67.5° सीट को हटा दिया जाना चाहिए
संचालन
7.1 प्रारंभ
7.1.1 मशीन को पावर दें, और पावर इंडिकेटर चालू होना चाहिए (यदि चालू नहीं है, तो कनेक्शन गलत है)।
7.2 ऑपरेशन पैनल के दाईं ओर फ़ीड स्पीड एडजस्टर को घुमाकर आरा बॉक्स को ऊपर और नीचे ले जाने का परीक्षण।
7.3 आरा ब्लेड की चलने की दिशा की जांच करने के लिए "क्लॉकवाइज जॉग करें" और "एंटीक्लॉकवाइज जॉग करें" बटन दबाएं। यदि यह गलत दिशा में घूमता है, तो बिजली आपूर्ति से जुड़े किन्हीं दो जीवित तारों के बीच कनेक्शन का आदान-प्रदान करें।
7.4काटने का कार्य
7.4.1 एंगल लॉकिंग स्क्रू को ढीला करें, सॉ ब्लेड बॉक्स को हाथों से आवश्यक कोण (आवश्यक कोण के अनुसार) पर धकेलें, और एंगल लॉकिंग स्क्रू को जकड़ें।
7.4.2 आरा ब्लेड बॉक्स को इतनी ऊंचाई तक उठाएं (काटे जाने वाले पाइप के व्यास द्वारा निर्धारित) ताकि यह सुनिश्चित हो सके कि आरा दांत पाइप के ऊपर है।
7.4.3 कटिंग ट्यूबिंग को कार्य मेज पर रखें, काटने की स्थिति को समायोजित करें, और डिवाइस को लॉक करके नायलॉन बेल्ट के साथ पाइप को ठीक करें।
7.4.4 आरा ब्लेड चालू करें, जब आरा ब्लेड निर्दिष्ट गति प्राप्त कर लेता है (चलने वाला संकेतक चमक जाएगा), आरा बॉक्स को धीरे-धीरे गिराने के लिए फ़ीड गति समायोजक को चालू करें। गिरने की गति को पाइप के व्यास और मोटाई के अनुसार नियंत्रित किया जाना चाहिए।
7.4.5 जब कटाई समाप्त होने वाली हो, तो आरा ब्लेड को अवरुद्ध होने से बचाने के लिए कृपया पाइप को काटकर रखें।
7.4.6 काटने के दौरान कोई असामान्यता होने पर आपातकालीन बटन दबाएँ। समस्याओं का समाधान करने के बाद मशीन को दोबारा शुरू करने के लिए आपातकालीन स्टॉप को दक्षिणावर्त घुमाएँ।
7.4.7 सॉ ब्लेड निचली सीमित स्थिति में पहुंचने पर स्वचालित रूप से बंद हो जाएगा
7.4. 8 कटिंग ख़त्म करते समय कटे हुए पाइप को हटा दें और दोबारा काटें।
7.4. 9 यह मानक मशीन 0~67.5° के कोण को काट सकती है, यदि 45° के भीतर के कोण की आवश्यकता है, तो पाइप पर काम करने से पहले 67.5° सीट को हटा दिया जाना चाहिए, जैसा कि निम्नानुसार दिखाया गया है:
सावधानी:
1) कनवर्टर की सुरक्षा के लिए बिजली काटने के बाद 30 मिनट में मशीन को दोबारा बिजली दें।
2) सुरक्षा सुनिश्चित करने के लिए पूरी मशीन को अर्थ किया जाना चाहिए
3) विद्युत घटकों की जांच और रखरखाव पेशेवर व्यक्ति द्वारा किया जाना चाहिए
दोष और समाधान
कृपया पुर्जों के रख-रखाव या प्रतिस्थापन के दौरान संलग्न उपकरणों, स्पेयर पार्ट्स या सुरक्षा प्रमाणपत्र वाले अन्य उपकरणों का उपयोग करें। सुरक्षा प्रमाणपत्र के बिना उपकरण और स्पेयर पार्ट्स का उपयोग करना वर्जित है।
तालिका.1 यांत्रिक विफलता
| वस्तु | विवरण | विश्लेषण | समाधान |
| 1 | बैंड आरा ब्लेड जाम है | 1. रोटरी सीट का कोण कसकर बंद नहीं किया गया है। 2. बैंड सॉ ब्लेड को कसकर नहीं खींचा गया है। 3. आरा ब्लेड बहुत धीमी गति से चलता है या आरा ब्लेड बहुत तेजी से नीचे गिर जाता है | 1. एंगल लॉकिंग डिवाइस को जकड़ें। 2. बैंड सॉ ब्लेड को तनाव देने के लिए टेंशन रोलर को विनियमित करें। 3. गिरने की गति को कम करें और आरा ब्लेड की लाइन वेग को उच्च समायोजित करें। |
| 2 | बैंड आरा ब्लेड चला जाता है | 1. सॉ ब्लेड धारकों को अच्छी तरह से समायोजित नहीं किया गया है। 2. बैंड आरा ब्लेड तनावग्रस्त नहीं है। 3. आरा ब्लेड का पहिया ढीला हो गया है। 4. अतिप्रवाह वाल्व का कोर अवरुद्ध है | 1. बैंड आरा ब्लेड को इष्टतम स्थिति में ठीक करने के लिए आरा ब्लेड धारक को समायोजित करें। 2. बैंड सॉ ब्लेड को तनाव देने के लिए टेंशन रोलर को समायोजित करें। 3. आरा ब्लेड के पहिये को कसकर बांधें। 4. अतिप्रवाह वाल्व के कोर को साफ करें |
तालिका.2 हाइड्रोलिक सिस्टम दोष
| वस्तु | विवरण | कारण | समाधान |
| 1 | तेल पंप की मोटर काम नहीं करती | 1. संपर्ककर्ता बंद नहीं है 2. आंतरिक लाइनें काट दी गई हैं 3. मोटर ख़राब है. | 1. संपर्ककर्ता की जाँच करें; 2. कनेक्शन या प्लग की जाँच करें। 3. मोटर का निरीक्षण और मरम्मत करें। |
| 2 | सिस्टम में कोई दबाव नहीं, और पंप में तेज़ आवाज़ | 1. तेल पंप मोटर की घूर्णन दिशा सही नहीं है; 2. मोटर और तेल पंप का कपलर काट दिया गया है 3. तेल अपर्याप्त या बहुत गंदा है. | 1. इसे वामावर्त घुमाना चाहिए; 2. युग्मक की जाँच करें; 3. तेल भरें या बदलें; |
| 3 | मुख्य सिलेंडर को उठाने की गति बहुत तेज या बहुत धीमी है | 1. सिस्टम का दबाव बहुत अधिक या कम है; 2. थ्रॉटल वाल्व को अनुचित तरीके से समायोजित किया गया है; 3. नियंत्रण योग्य गाल वाल्व को अनुचित तरीके से समायोजित किया गया है। | 1. सिस्टम दबाव समायोजित करें; 2. थ्रॉटल वाल्व को समायोजित करें; 3. एकल दिशा वाल्व को समायोजित करें। |
| 4 | दबाव को अधिक समायोजित नहीं किया जा सकता या दबाव में उतार-चढ़ाव बहुत बड़ा है | 1. अतिप्रवाह वाल्व कोर अवरुद्ध है 2. तेल फिल्टर अवरुद्ध है। 3. अतिप्रवाह वाल्व कोर अवरुद्ध है | 1. ओवरफ्लो वाल्व को डिस्कनेक्ट करें और धोएं या बदलें 2. तेल फिल्टर धो लें. 3. ओवरफ्लो वाल्व कोर को अलग करें और साफ करें। |
सर्किट और हाइड्रोलिक यूनिट आरेख
9.1 सर्किट यूनिट आरेख (परिशिष्ट का संदर्भ)
9.2 हाइड्रोलिक यूनिट आरेख (परिशिष्ट का संदर्भ)





